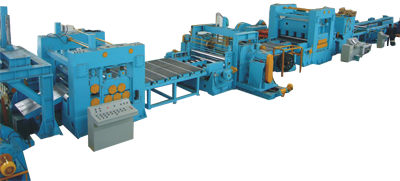
Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
La description de base de l'équipement de la ligne de production
1. table de stockage
Rangez les bobines préparées pour l'alimentation sur le chariot et assurez-vous que le chariot de chargement les achemine régulièrement vers le dérouleur (la largeur de la table de stockage pour le matériau de stockage varie de 800 à 1600 mm).
2.Composition du wagon de chargement
(1) Corps principal du chariot, table élévatrice en V, cylindre de levage, colonne de guidage
(2) mouvement horizontal entraîné par le cylindre
Vue d'ensemble fonctionnelle
(1) levage de haut en bas, fonction de mouvement horizontal
(2) Facilitant l’introduction de la bobine dans la machine à dérouler
(3) La plate-forme élévatrice de type V est entraînée par une transmission hydraulique. Le mouvement horizontal est entraîné par le cylindre.
(4) La commande du chariot est opérée sur la sous-station. La vitesse de traduction de la voiture est 6-7m / min.
3.Composition de dérouleur double tête hydraulique
Il est composé d'un cadre, d'un rail de guidage, d'un mandrin à expansion hydraulique, d'une housse de coussin, d'un cylindre hydraulique et d'un mécanisme de rembobinage motorisé.
Vue d'ensemble fonctionnelle
Fixez la bobine et réalisez la fonction de déroulement. La voiture aligne le trou intérieur de la bobine avec le centre du dérouleur. Les mandrins gauche et droit de la dérouleur à double tête sont entraînés par le cylindre de centrage (les côtés gauche et droit sont contrôlés pour se déplacer, et peuvent également être déplacés simultanément) et sont introduits dans le trou intérieur de la bobine. Le mandrin est entraîné hydrauliquement pour dilater et serrer la bobine. Les mandrins de soulèvement et de rétrécissement sont constitués de trois plaques incurvées et rembourrées. La machine à dérouler est divisée en extrémité active et extrémité entraînée. La fin active a le pouvoir. Lorsque le fil de déroulement est pris, la dérouleur est entraînée par le moteur à contact glissant AC pour réaliser l'alimentation active. En fonctionnement normal, l’embrayage coupe le courant, puis la machine à dérouler alimente passivement le matériau. Un frein à air est installé sur l’arbre de déroulement pour réaliser le déroulement. La lubrification est graissée. Le dispositif d'alimentation est disposé au-dessus du mandrin. Lorsque le rouleau d'alimentation (y compris le polyuréthane) est commandé et pressé par le cylindre d'huile, l'opérateur peut démonter en toute sécurité la bobine en acier, dérouler la bobine et empêcher la bobine de se dérouler "comme un ressort", le rouleau d'entraînement est entraîné par un moteur à courant alternatif, qui aide au déroulement et à l'alimentation. Lorsque l'appareil fonctionne normalement, le dispositif de compression est levé.
(1) Broche Uncoiler: 40Cr
(2) pression de cylindre de rétrécissement: 10Mpa
(3) gamme de longueur mobile de dérouleuse: ≥800mm
(4) Puissance du rouleau d'alimentation: 3,0 kW
(5) puissance du moteur de retour: 5.5k
4. Institutions papetières
Il est composé d'un cadre, d'une bobine réceptrice, d'une bobine, d'une poulie et d'un moteur couple.
5. Composition de la plaque d'alimentation en plomb
La composition comme suit:
Plateau d'alimentation rétractable, cylindre d'entraînement, rouleau de pression et cylindre d'entraînement
Vue d'ensemble fonctionnelle
Il aide à l'alimentation auxiliaire au déroulement, ainsi qu'à l'entrée en douceur de la planche dans la machine à dresser. Le plateau d'alimentation s'étend vers l'extérieur et remonte dans une position appropriée, guidant la tête de la plaque, appuyant sur le rouleau presseur pour aplatir l'arc de la tête de la plaque. La levée, la levée et la contraction de palettes, ainsi que les rouleaux pinceurs sont tous entraînés par des cylindres hydrauliques. En fonctionnement normal, la plaque d'alimentation et le rouleau pinceur sont réinitialisés.
Composition du dispositif 6.Clamping
Il comprend:
Une paire de galets presseurs (polyuréthane sur le galet supérieur), mécanisme de levage synchrone, joint universel.
Vue d'ensemble fonctionnelle
La tête de la plaque est introduite dans la machine à dresser et la force de pincement est acheminée depuis le boîtier de distribution d’engrenages de la machine à dresser par l’arbre universel. Pendant ce temps, le rouleau inférieur est fixe. En outre, le rouleau supérieur peut être levé et entraîné par le cylindre pneumatique et la pression est ajustée par le réducteur de pression.
Composition de machine de correction du rouleau 7.Fifteen quatre
La composition comme suit:
(1) Base de la machine, bâtis, poutres supérieures, rouleaux de travail (15 pièces), mécanisme de réglage de l’espacement des rouleaux de travail, rouleaux de travail avec pièces forgées 9CrSi trempées, trempées en surface, chromées durs HRC 56-58
(2) Cadre de support, siège du rouleau de support et mécanisme de réglage du coin
(3) Moteur à vitesse continue, réducteur, boîte de distribution et accouplement
Vue d'ensemble fonctionnelle
Nivelez la plaque d'acier. La machine à dresser a une structure à quatre plis, deux couches de rouleaux de travail (7 haut et 8 bas) et deux couches de rouleaux de sauvegarde, qui sont agencées à l'extérieur du rouleau de redressement principal pour renforcer la résistance du rouleau de redressement principal. Le rouleau de support de rouleau de travail supérieur est monté sur les rouleaux de travail supérieur et inférieur de la traverse et le rouleau de support est monté sur le support inférieur. Un mécanisme de coin est prévu dans le support du rouleau de sauvegarde et la quantité d'enfoncement du rouleau de support peut être ajustée par le mécanisme de coin oblique afin d'ajuster la forme du rouleau de travail afin d'obtenir le meilleur effet de nivellement. Le rouleau de travail supérieur et la poutre supérieure sont intégrés dans une structure intégrale, et l’espace entre les rouleaux supérieur et inférieur peut être réglé séparément par le moteur de sorte que la profondeur de dépression entre les rouleaux supérieur et inférieur du côté sortie et l’entrée côté est changé, et un angle idéal (trompette) est défini. Il est avantageux d’améliorer la qualité de mise à niveau de la planche et la quantité de réglage avant et après est affichée séparément par la balance. La puissance est entraînée par un moteur de régulation de vitesse à courant continu, un réducteur de vitesse, une boîte de distribution à engrenages et une section d'accouplement permettant d'activer chaque rouleau de travail. La vitesse de défilement est progressive et l'utilisation de la commande des yeux électrique dans le pont intermédiaire peut être utilisée. pour obtenir une conversion à haute et basse vitesse.
(1) Diamètre du rouleau de correction φ100mm; Pas: 106mm
(2) Diamètre du rouleau d'appui φ100mm; (Quatre colonnes, un total de 34 rouleaux de support)
(3) puissance du moteur principal: 75kW
8. Composition du pont moyen
La composition comme suit:
Grande surface de transition en forme d'arc comprenant un arbre de rouleau, une plaque de transition, un cylindre, un système de commande photoélectrique, une fosse, etc.
Vue d'ensemble fonctionnelle
La différence entre les vitesses de défilement des unités avant et arrière est supprimée afin de faciliter le positionnement du dispositif de guidage latéral afin de corriger la déviation de la plaque en acier. Lorsque le plomb initial est amené, la palette de transition entraînée par le cylindre se lève et la plaque de guidage passe. En fonctionnement normal, les palettes de transition tombent et les plaques d'acier tombent dans la fosse par la surface de transition en forme d'arc. Les fosses sont équipées de dispositifs photoélectriques pour contrôler les réglages de vitesse élevée et faible afin de garantir une certaine quantité de stockage. La surface de la palette de transition adopte une structure en carton collé, et l’arbre du rouleau de transition situé sur la grande surface en arc est un rouleau en caoutchouc, qui empêche efficacement les rayures de la surface du panneau.
Profondeur de la fosse: 2500mm
Longueur de la fosse: 4800mm.
Composition du matériel de positionnement du guide 9.Side
Comme suit:
Deux rouleaux de fin de course (y compris en polyuréthane), rouleau de guidage vertical, chariot et guide, structure de réglage de la largeur
Vue d'ensemble fonctionnelle
(1) Pour empêcher le matériau en feuille de couler, le rouleau vertical est fixé sur le siège coulissant respectif des deux côtés de la largeur du matériau en feuille, et la largeur du matériau est ajustée à l'aide du volant à main pour s'adapter à différentes largeurs de la feuille.
(2) Le rouleau vertical (acier 45 # trempé et revenu, 3 de chaque côté, un total de six. Le HRC55-58 de trempe totale. Plage de réglage: 300-1600mm.
(3) Le rouleau limiteur est situé devant le guide pour empêcher la plaque de rouler à grande vitesse.
10. Mécanisme d'autocollants
Le mécanisme d'alimentation en papier et le mécanisme film-membrane sont placés au-dessus de la règle d'orientation de précision. Après la machine de réglage et de correction de la longueur, le mécanisme d’autocollant adopte des rouleaux de roulement du fil gauche-droite, qui sont alimentés par les rouleaux presseurs et fonctionnent de manière synchrone avec la machine.
Composition de niveleur de précision du rouleau 11.Five
Comme suit:
Rack, galet de redressement (deux supérieur et trois inférieurs), dispositif de réglage de l'écartement (diamètre du rouleau: -120 mm; forge 9CrSi, extinction totale, extinction superficielle, chromage dur HRC 56-58. Caisson de distribution, joint universel.
Vue d'ensemble fonctionnelle
Mettez la plaque d'acier à niveau deux fois. La longueur de serrage auxiliaire est envoyée et la puissance du rouleau de correction est sortie du boîtier de distribution par le joint universel. La molette supérieure peut être utilisée pour régler l’écart entre les rouleaux supérieur et inférieur, respectivement, et l’échelle numérique est affichée. La vitesse de fonctionnement est réglée progressivement et la même puissance que la longueur de clipsage est utilisée pour le servo variateur AC.
12.Composition et allongement de la composition de l'appareil
Comme suit:
(1) Deux paires de galets presseurs et d'ajusteurs d'espacement. Les rouleaux pinceurs sont constitués de rouleaux en caoutchouc polyuréthane.
(2) Servo-moteur numérique, boîte de distribution, joint universel. Couple: 166N · M
Vue d'ensemble fonctionnelle
En fonction de la longueur définie, pincez avec précision le matériau en feuille. Deux paires de galets presseurs longs sont entraînées par un servo-moteur à courant alternatif. La longueur requise est définie sur le panneau de commande de la console. Le servomoteur AC est contrôlé par un système servo numérique afin de permettre une détermination précise de l'alimentation.
13. cisailles croisées
Il se compose d'un cadre, d'un porte-outil, d'un mécanisme de synchronisation en marche, d'un rail de guidage, d'un mécanisme de pression et de lames supérieures et inférieures. (matériau de la lame 6CrW2Si, HRC58)
Aperçu fonctionnel:
(1) Coopérez avec un contrôle de ligne complet pour une coupe précise.
(2) Cisailles d'embrayage pneumatiques à contre-dépouille à commande numérique, ayant un angle de cisaillement de 130 et une puissance du moteur de 7,5 kW.
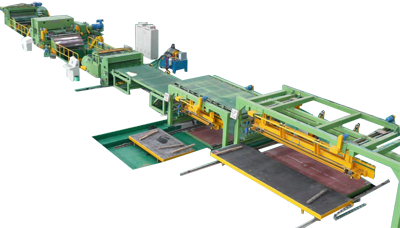
14. Composition de la plate-forme du convoyeur:
Il est composé d'un cadre, de bandes transporteuses, de vérins de levage, de moteurs à courant alternatif (puissance: 3 kW) et d'engrenages réducteurs de vitesse.
Vue d'ensemble fonctionnelle
La plaque d'acier cisaillée est acheminée vers la table de collecte. Lorsque le matériau court est coupé, la courroie peut être partiellement soulevée. Ensuite, le matériel court peut être collecté manuellement.
15.Groupe de levage hydraulique
Il est composé de supports de levage hydrauliques et de rails.
Une fois les plaques d'acier empilées à une certaine hauteur, elles ont été contrôlées manuellement et la plate-forme élévatrice a progressivement diminué. Le mode de décharge est une décharge post ou latérale.
16.La composition du rack
Il se compose d'un rack, d'un rack d'obturation, d'un déflecteur latéral, d'un déflecteur arrière et d'un mécanisme de réglage électrique.
Vue d'ensemble fonctionnelle
(1) Pour réaliser le masquage global de la plaque d'acier
(2) Pour éviter de rayer la surface du panneau lors de l’empilement des tôles d’acier
(3) Pour obtenir la feuille qui tombe, avec les déflecteurs gauche et droit et le hayon (largeur manoeuvrable).
(4) Le déflecteur arrière est fourni avec un empilement de déflecteur à ressort (longueur de réglage motorisé).
Composition du chariot 17.Outlet
Comme suit:
Racks à chariot (2pcs), axes de rouleaux, réducteur à pendule à broches, système d'entraînement par chaîne.
Vue d'ensemble fonctionnelle
Les rails de la plate-forme élévatrice sont abaissés au même niveau que les rails du chariot. Le chariot de déchargement a le pouvoir d'entraîner le rouleau d'entraînement afin de sortir les palettes des plaques d'acier empilées afin de faciliter l'emballage ou la manipulation des plaques d'acier.
18.Composition du système pneumatique hydraulique (lubrifiant, huile hydraulique fournie par l'utilisateur)
Comme suit:
Moteurs, pompes à huile, vannes hydrauliques, réservoirs de carburant, cylindres, conduites hydrauliques, cylindres, conduites de gaz, vannes, etc.
Vue d'ensemble fonctionnelle
L'ensemble du système hydraulique utilise une station hydraulique intégrée pour contrôler le mouvement de la partie hydraulique de la chaîne de production. La vanne hydraulique principale adopte les produits Beijing ou Shanghai, et l’anneau d’étanchéité du cylindre adopte la série japonaise Wal-Mart VHS pour assurer un fonctionnement stable et fiable de l’appareil. D'autres composants utilisent des fabricants de marque nationaux. Les systèmes pneumatiques contrôlent principalement le mouvement des composants pneumatiques. (source d'air, fil, utilisateurs de câble apportent les leurs).
(1) Puissance du moteur principal: 7,5 kW, pompe à huile: PLLVL1-M, cylindrée 28L / min
(2) pression du système: 10Mpa
(3) pression de source d'air: 0.7Mpa, déplacement: 0.9m3 / min
19. La composition du système électrique
Il se compose d'un coffret électrique standard, d'une console principale, d'une console auxiliaire et d'une boîte à boutons.
Vue d'ensemble fonctionnelle
Toute la ligne adopte un contrôle centralisé. La console principale a les fonctions suivantes: réglage de la longueur, affichage numérique, comptage automatique, réglage de la vitesse élevée et lente, alimentation manuelle, découpage en continu et alarme de défaillance. Servo-moteur numérique AC, asservissement du système de contrôle de longueur. Contrôleur de programme (PLC) Siemens. Les autres composants de commande électriques sont des produits importés ou des produits de coentreprise du même grade.
Rshibin a différentes machines de découpe qui vous attendent, telles que la coupe à grande vitesse, les lignes de fente de calibre moyen et ainsi de suite. Ici, vous pouvez obtenir la meilleure machine de découpe et le meilleur service.