Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
Les avantages, la structure et le principe de fonctionnement de la bande d'acier hydraulique coupée à la longueur
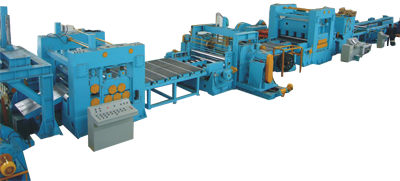
La cisaille à tronçonner est un équipement indispensable dans l’atelier de production de la bande, principalement utilisée pour couper, diviser ou couper les pièces défectueuses sur la ligne continue d’
acier coupé à la longueur . Selon son mode de transmission, la cisaille transversale est divisée en mode de transmission mécanique et en mode de transmission hydraulique. Ces dernières années, avec le développement de la technologie hydraulique, la machine à cisailler à transmission hydraulique a été largement utilisée. La cisaille transversale à bande hydraulique présente les avantages suivants:
1) la structure est simple, compacte et légère.
2) la force de cisaillement reste inchangée tout au long du processus et l'action de cisaillement est stable.
3) il peut automatiquement empêcher la surcharge, travailler en toute sécurité et fiable.
4) en fonctionnement continu, il est facile de réaliser un contrôle et une gestion centralisés avec d’autres équipements, et l’ajustement du paramètre de force de cisaillement et de force de pression est pratique.
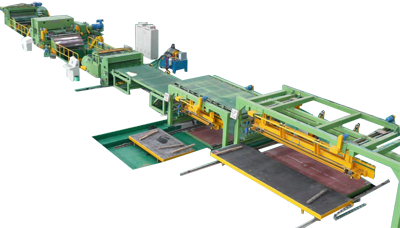
La structure et le principe de fonctionnement de l'acier coupé à la longueur
La machine de cisaillement transversal à lame inclinée est généralement adoptée dans la chaîne de production d’acier à bande de cisaillement à froid. Selon les différents modes de cisaillement, il peut être divisé en types de coupe supérieur et inférieur. Le porte-outil inférieur est fixé dans le cadre et la lame inférieure est disposée horizontalement. Le porte-outil supérieur est entraîné par deux cylindres d'huile de cisaillement et peut glisser de haut en bas dans la planche à roulettes guide aux deux extrémités du cadre. Le cylindre de cisaillement est bloqué avec le contre-écrou par le filetage extérieur de l'extrémité de la tige de piston et du porte-outil supérieur. La course zéro des deux cylindres de cisaillement peut également être réglée à l'aide du contre-écrou. La lame supérieure est arrangée avec un certain angle d'inclinaison. En même temps, le porte-outil supérieur est équipé d’un rack aux deux extrémités. En même temps, des goupilles de sécurité sont installées aux deux extrémités du bâti de la machine et insérées aux deux extrémités du bâti supérieur de l’outil afin de prévenir les accidents causés par une défaillance du système hydraulique, une défaillance de la commande du cylindre de cisaillement ou une chute accidentelle de l’outil supérieur. cadre lors de la maintenance des équipements. L’extrémité d’alimentation du châssis est munie d’une plaque de pression entraînée par quatre cylindres d’huile à plaque de pression pour coulisser de haut en bas, qui sert à comprimer la bande lors de la coupe d’acier. L'extrémité d'alimentation du cadre est également munie d'une plaque d'alimentation.
Les lames supérieure et inférieure ne sont pas parallèles, la lame inférieure est agencée horizontalement et la lame supérieure est inclinée d'un angle par rapport à la lame inférieure. L'angle d'inclinaison prend généralement 1 ~ 6 ° selon l'épaisseur de la bande de cisaillement et la différence de matériau. L'angle d'inclinaison maximal admissible est limité par les conditions de frottement entre la bande d'acier et la lame. Lorsque alpha> alpha max, la bande glisse hors de la lame sans être coupée. Par conséquent, l'angle d'inclinaison maximal admissible d'alpha Max ne dépasse pas 12 °. En outre, la taille de l'angle d'inclinaison influe sur la qualité du cisaillement (en particulier pour les plaques d'acier épaisses). Lorsque alpha est très petit, il se produira un phénomène de déchirure sur la section de cisaillement de la bande. On voit sur la figure 2 que dans le processus de coupe de feuillard d'acier, la longueur de la zone de contact entre la lame et le feuillard d'acier n'est pas égale à la largeur de toute la largeur de feuillard d'acier, mais seulement une ligne oblique BC. Au niveau du cisaillement constant, cette longueur de contact BC est constante, la longueur de contact entre la lame et la bande d’acier passe de zéro à BC lorsque la lame vient d’être coupée. À la fin de la coupe, la longueur de contact diminue de BC à zéro. Du fait que la longueur de contact de la lame et de la bande est inférieure à la largeur de la bande, la zone de cisaillement de la machine de coupe oblique est petite et la force de cisaillement est réduite par une coupe relative parallèle. La force de cisaillement est liée à l'angle d'inclinaison de la lame.
Dans le système de commande hydraulique, lors de la coupe de la bande d'acier de la cisaille transversale, la tige de piston du cylindre à quatre plaques de pression est préférable pour rallonger la plaque d'entraînement afin de resserrer la bande d'acier. Ensuite, les deux cylindres de cisaillement contrôlent la tige de piston et entraînent le bâti supérieur de l'outil par la vanne de dérivation, de sorte que la bande d'acier puisse passer à travers la machine de cisaillement en douceur. Simultanément, la contre-pression produite par la soupape d'équilibrage sur le chemin d'huile situé à l'extrémité de la cavité de la tige du cylindre d'huile de cisaillement permet au porte-outil supérieur de tomber sans le poids de la tige de piston et de l'outil supérieur. titulaire lorsque le cylindre d’huile de cisaillement n’est pas coupé. Au niveau du retour d'huile de l'électrovanne, la vitesse de déplacement de la tige de piston du vérin d'huile de cisaillement est étendue et rétractée à travers le papillon des gaz. La soupape de trop-plein est utilisée pour contrôler l’ampleur de la force de compression à l’extrémité non alimentée du cylindre de pression. La pression peut être indiquée par le manomètre. En cas de surcharge ou autre défaillance pendant le processus de cisaillement, une protection contre les surcharges peut être réalisée par le déchargement de la soupape de décharge afin de protéger la sécurité de l'équipement et du contrôleur. À l'entrée de l'électrovanne, la force de compression du cylindre porte-plaque peut être contrôlée en réduisant la vanne de pression.